3. Standard Cleaning Methods 标准清洁方法
CAUTION: SPECIFIED CLEANING METHODS OUTLINED MUST BE FOLLOWED. THE VARIOUS SOLUTIONS AND MATERIALS SPECIFIED IN THE CLEANING METHODS CAN BE USED ONLY ON THE PARTS AND MATERIALS INDICATED. FAILURE TO USE THE PROPER CLEANING METHOD MAY RESULT IN IRREPARABLE DAMAGE TO THE PART BEING CLEANED. REFER TO APPLICABLE MANUAL FOR UNIT IN WORK FOR SPECIFIC MATERIAL AND INSTRUCTIONS.
注意:必须遵循规定的清洁方法。清洁方法中规定的各种溶液和材料只能用于指定的零件和材料。如果未使用正确的清洁方法,可能会对被清洁的零件造成无法修复的损坏。请参阅适用手册,了解部件的工作原理以及特定材料和说明。
A. Method No. 203A: Using Petroleum Solvent
方法 No.203A:使用石油溶剂
Degrease parts using petroleum solvent as follows:
使用石油溶剂对零件进行脱脂处理,具体如下:
WARNING: SOLVENT VAPORS ARE TOXIC AND FLAMMABLE. DO NOT INHALE VAPORS. OBSERVE FIRE PRECAUTIONS.
警告:溶剂蒸汽有毒且易燃。请勿吸入蒸汽。遵守防火措施。
(1) Place solvent (Federal Specification P-D-680, Type I/II/III) (SECTION VII) in dip tank or use as a spray in a positive outside-ventilated spray booth.
将溶剂(联邦规格 P-D-680,I/II/III 类型)(SECTION VII)放入浸渍槽中,或在外部通风良好的喷房内以喷雾方式使用。
(2) Dip, soak, agitate or spray parts to be cleaned until oil and grease have been removed.
浸渍、浸泡、搅拌或喷洒待清洁的零件,直到清除油污和油脂。
(3) Remove caked grease or soft carbon deposits using stiff plastic fiber bristled brush.
使用硬质塑料纤维刷子清除结块的油脂或软碳沉积物。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请采取正确的个人防护措施。压缩空气会产生微粒,这些微粒可能会进入您的眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
(4) Air dry parts with low-pressure compressed air (20 psig (137.90 kPa) maximum).
用低压压缩空气(最大 20 psig (137.90 kPa))吹干零件。
B. Method No. 203B: Using Vapor Degreasing
方法No.203B:使用蒸汽脱脂
NOTE: Aqueous degreasing per Method No. 203V is an acceptable alternate for vapor degreasing.
注:方法No.203V中的水基脱脂是蒸汽脱脂的替代方法。
Degrease parts using vapor-degreasing method as follows:
使用蒸汽脱脂方法对零件进行脱脂,具体如下:
WARNING: AQUEOUS CLEANER/DEGREASING SOLUTION IS A MILD IRRITANT. AVOID DIRECT EYE CONTACT OR EYE IRRITATION AND REDNESS MAY OCCUR. SAFETY EYEWEAR IS RECOMMENDED. DIRECT SKIN CONTACT CAN CAUSE SKIN IRRITATION. WEARING PROTECTIVE GLOVES IS RECOMMENDED. AVOID INHALING SPRAY MIST VAPORS, MAY CAUSE IRRITATION.
警告:水基清洗剂/脱脂溶液具有轻微刺激性。避免直接接触眼睛,否则可能会导致眼睛不适和发红。建议佩戴安全眼镜。直接接触皮肤可能会导致皮肤不适。建议佩戴防护手套。避免吸入喷雾蒸汽,否则可能会导致不适。
(1) Use 1,1,1-trichloroethane (in accordance with MIL-T-81533), trichlorotrifluoroethane (in accordance with MIL-C-81302), trichloroethylene (in accordance with ASTM D 4080), n-propyl bromide or perchloroethylene (in accordance with ASTM D4376) in vapor degreaser at a temperature range in accordance with manufacturer’s recommendations.
使用1,1,1-三氯乙烷(符合MIL-T-81533标准)、三氯三氟乙烷(符合MIL-C-81302标准)、三 三氯乙烯(符合ASTM D 4080标准)、正丙基溴或四氯乙烯(符合ASTM D4376标准),在符合制造商建议的温度范围内使用汽相脱脂剂。
(2) Place parts in a rack so that all surfaces will have direct contact with vapor.
将零件放在支架上,使所有表面与蒸汽直接接触。
NOTE: Parts that do not allow free drainage shall be racked so they may be turned over below vapor level to eliminate degreaser solvent (SECTION VII) dragout when parts are removed.
注:对于不允许自由排水的零件,应将其放置在支架上,使其在蒸汽水平以下翻转,以消除零件取出时脱落的脱脂剂溶剂(SECTION VII)。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请正确使用个人防护装备。压缩空气会导致颗粒进入眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
(3) Spray flush parts free of heavy grease or other contaminants, then position parts in vapor zone for final cleaning.
喷洗零件,去除厚重的油污或其他污染物,然后将零件置于蒸汽区进行最终清洁。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请使用正确的个人防护装备。压缩空气会产生微粒,这些微粒可能会进入您的眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
(4) Air-dry parts with low pressure compressed air (20 psig (137.90 kPa) maximum).
用低压压缩空气(最大 20 psig (137.90 kPa))吹干零件。
C. Method No. 203C: Using Glass Bead Peening
方法 203C:使用玻璃珠喷丸
Clean parts using glass bead peening as follows:
按照以下步骤使用玻璃珠喷丸清洁零件:
NOTE: Do not glass bead peen parts until fluorescent penetrant (SECTION III) or magnetic particle inspection (SECTION III) has been performed. Maximum pressure of 20 psig (137.90 kPa) shall be used on titanium couplings. Maximum pressure of 40 psig (275.80 kPa) shall be used on all other coupling materials.
注:在执行荧光渗透检测(第三章节)或磁粉检测(第三章节)之前,请勿对零件进行喷砂处理。钛制接头应使用最大压力为 20 psig (137.90 kPa) 的压缩空气。其他所有接头材料应使用最大压力为 40 psig (275.80 kPa) 的压缩空气。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请采取正确的个人防护措施。压缩空气中的微粒可能会进入眼睛。压缩气流可能会造成割伤,不要将其对准皮肤。
(1) Clean hard carbon, paint, corrosion, and scale from parts by peening with glass beads (Screen No. 100-230 (130 Grit) Class IV, Size AF or AG) (SECTION VII).
用玻璃珠(100-230目(130粒度)IV级,AF或AG号)喷丸清理零件上的硬碳、油漆、腐蚀和氧化皮(SECTION VII)。
WARNING: SOLVENT VAPORS ARE TOXIC AND FLAMMABLE. DO NOT INHALE VAPORS. OBSERVE FIRE PRECAUTIONS.
警告:溶剂蒸汽有毒且易燃。切勿吸入蒸汽。遵守防火措施。
(2) Clean parts with solvent (Federal Specification P-D-680, Type I/II/III) (SECTION VII) to remove oil and grease contamination.
使用溶剂(联邦规格 P-D-680,I/II/III 类型)(SECTION VII)清洁零件,去除油污。
NOTE: Glass bead peening equipment shall be cleaned and recharged with new beads after each 24-hour period of operation.
注:玻璃珠喷丸设备每操作 24 小时后,应进行清洁并重新装填新玻璃珠。
(3) Mask any surfaces that could be damaged by peening.
遮盖可能因喷丸而受损的表面。
CAUTION: REGULATE AIR PRESSURE TO KEEP EROSION OF BASE METAL TO A MINIMUM. KEEP NOZZLE IN MOTION TO PREVENT BLAST FROM DWELLING ON ONE SPOT.
注意:调节气压,将基材的腐蚀程度降至最低。保持喷嘴运动,防止喷砂停留在一个点上。
(4) Peen corroded areas with glass beads, Step (1), until corrosion products are removed.
用玻璃珠对腐蚀区域进行喷丸处理(步骤 (1)),直到腐蚀产物被清除。
(5) Rinse surface free of glass beads.
冲洗掉表面的玻璃珠。
(6) Dry part in an oven at 205 to 235°F (96 to 112°C) for one hour.
在 205 至 235°F (96 至 112°C) 的烤箱中烘干零件一小时。
D. Method No. 203D: Using Abrasive Blasting
方法No. 203D:使用喷砂
Clean parts using abrasive-blasting method as follows:
按照以下步骤使用喷砂方法清洁零件:
NOTE: Do not abrasive blast part until fluorescent penetrant inspection (SECTION III) or magnetic particle inspection (SECTION III) has been performed.
注:在执行荧光渗透检测(第三章节)或磁粉检测(第三章节)之前,请勿对零件进行喷砂处理。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请正确使用个人防护装备。压缩空气会产生松散颗粒,可能进入眼睛。压缩气流可能造成割伤,请勿对准皮肤。
(1) Clean hard carbon, lead deposits, corrosion, and scale from parts by abrasive blasting using a standard sandblast cabinet and sand (120 Grit) (MIL-A-22262) (SECTION VII) or aluminum oxide grit (120 Mesh) (SECTION VII).
使用标准喷砂柜和砂(120目)(MIL-A-22262)(SECTION VII)或氧化铝砂(120目)(SECTION VII)通过喷砂清理零件上的硬碳、铅沉积物、腐蚀和氧化皮。
WARNING: SOLVENT VAPORS ARE TOXIC AND FLAMMABLE. DO NOT INHALE VAPORS. OBSERVE FIRE PRECAUTIONS.
警告:溶剂蒸汽有毒且易燃。切勿吸入蒸汽。遵守防火措施。
(2) Clean parts with solvent (Federal Specification P-D-680, Type I/II/III) (SECTION VII) or vapor degreaser to remove oil and grease contamination.
使用溶剂(联邦规格 P-D-680,类型 I/II/III)(SECTION VII)或蒸汽除油剂清洁零件,去除油污。
(3) Mask any surfaces that could be damaged by abrasive blasting.
遮盖可能因喷砂而受损的表面。
WARNING: USE CORRECT PERSONAL PROTECTION. ABRASIVE BLAST PROCEDURES WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES.
警告:请正确使用个人防护装备。喷砂程序会产生松散颗粒,可能进入眼睛。
CAUTION: REGULATE AIR PRESSURE TO KEEP EROSION OF BASE METAL TO A MINIMUM. KEEP NOZZLE IN MOTION TO PREVENT BLAST FROM DWELLING ON ONE SPOT.
注:调节气压,将基材的腐蚀程度降至最低。保持喷嘴运动,防止喷砂停留在一个点上。
(4) Set blasting equipment air pressure at 15 to 30 psig (103.4 to 206.8 kPa), then subject parts to abrasive blasting. Reduce air pressure as required to control action on base metal.
将喷砂设备气压设置为15至30 psig(103.4至206.8 kPa),然后对零件进行喷砂处理。根据需要对气压进行调节,以控制对基底金属的作用。
E. Method No. 203E: Cleaning Non-corroded Aluminum
方法No.203E:清洁未腐蚀的铝
Clean non-corroded aluminum parts as follows:
按照以下方法清洁未腐蚀的铝制零件:
WARNING: SOLVENT VAPORS ARE TOXIC AND FLAMMABLE. DO NOT INHALE VAPORS. OBSERVE FIRE PRECAUTIONS.
警告:溶剂蒸汽有毒且易燃。切勿吸入蒸汽。遵守防火措施。
(1) Clean surfaces with solvent (Federal Specification P-D-680, Type I/II/III) (SECTION VII) to remove oil and grease contamination.
使用溶剂(联邦规格 P-D-680,I/II/III 类型)(SECTION VII)清洁表面,去除油污。
WARNING: USE CORRECT PERSONAL PROTECTION. ALKALINE CLEANING SOLUTIONS ARE HAZARDOUS. AVOID INHALING FUMES OR MIST. AVOID CONTACT WITH SKIN. AFTER USE, WASH HANDS AND FACE THOROUGHLY.
警告:请正确使用个人防护装备。碱性清洁溶液具有危险性。避免吸入烟雾或水雾。避免与皮肤接触。使用后,请彻底清洗双手和面部。
(2) Immerse parts in alkaline cleaner solution (Method No. 202A) for five minutes minimum.
将零件浸入碱性清洁溶液(方法No.202A)中至少五分钟。
(3) Scrub surface with a soft fiber bristled brush to remove surface contamination.
用软纤维刷子刷洗表面,去除表面污染物。
NOTE: If old gaskets or sealing compounds are present, carefully lift softened gaskets with knife blade and scrape surface clean.
注:如果存在旧垫圈或密封化合物,请用刀片小心地揭开变软的垫圈,刮净表面。
(4) Rinse parts with water at 80 to 110°F (27 to 43°C).
用80至110°F(27至43°C)的水冲洗零件。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请采取正确的个人防护措施。压缩空气会产生微粒,这些微粒可能会进入您的眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
(5) Pressure air-dry (20 psig (137.90 kPa) maximum to dry part.
高压干燥的空气(最大 20 psig (137.90 kPa))吹干零件。
WARNING: USE CORRECT PERSONAL PROTECTION. DE-OXIDIZER SOLUTIONS ARE HAZARDOUS. AVOID INHALING FUMES, DUST, OR MIST. AVOID CONTACT WITH SKIN. AFTER PREPARATION, WASH HANDS AND FACE THOROUGHLY.
警告:请正确使用个人防护装备。除氧化剂溶液具有危险性。避免吸入烟雾、粉尘或雾气。避免接触皮肤。准备后,请彻底清洗双手和面部。
CAUTION: DO NOT ALLOW PARTS TO REMAIN IN CONTACT WITH DE-OXIDIZING SOLUTION LONGER THAN THREE MINUTES OR CHEMICAL ETCHING WILL OCCUR.
注意:零件与除氧化溶液的接触时间不得超过三分钟,否则会发生化学腐蚀。
(6) Treat bare areas with de-oxidizing solution (Method No. 202D) for one to three minutes. Repeat previous Steps (3) and (4) to rinse and dry part.
用除氧化溶液(方法No.202D)处理裸露区域,持续一到三分钟。重复之前的步骤(3)和(4)以冲洗并擦干零件。
WARNING: USE CORRECT PERSONAL PROTECTION. CHROMATE CONVERSION COATING SOLUTIONS ARE HAZARDOUS. AVOID INHALING FUMES, DUST, OR MIST. AVOID CONTACT WITH SKIN. AFTER PREPARATION, WASH HANDS AND FACE THOROUGHLY.
警告:请采取正确的个人防护措施。铬酸盐转化涂层溶液具有危险性。避免吸入烟雾、粉尘或雾气。避免与皮肤接触。处理后,彻底清洗双手和面部。
(7) Coat treated areas with chromate conversion coating solution (Method No. 202B). Allow area to remain wet for one minute.
用铬酸盐转化涂层溶液处理区域(方法No.202B)。保持区域湿润一分钟。
NOTE: Maintain the pH of the chromate conversion coating solution (Method No. 202B) at 0.9 to 1.0 by adding chromic acid flake (SECTION VII) or nitric acid (Federal Specification A-A-59105) (SECTION VII) to the solution as necessary.
注:通过向铬酸盐转化涂层溶液(方法No.202B)中添加铬酸片(SECTION VII)或硝酸(联邦规格A-A-59105)(SECTION VII),将溶液的pH值保持在0.9至1.0之间。
(8) Rinse parts with water at 80 to 110°F (27 to 43°C).
在 80 至 110°F (27 至 43°C) 的温度下用水冲洗零件。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请正确使用个人防护装备。压缩空气会导致颗粒物进入眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
(9) Pressure air-dry (20 psig (137.90 kPa) maximum) to remove excess water from part.
高压干燥气流(最大 20 psig (137.90 kPa))以去除零件上的多余水分。
(10) Dry in oven at a temperature not to exceed 160°F (71°C).
在温度不超过 160°F (71°C) 的烘箱中干燥。
(11) Store parts in dry place away from corrosive fumes.
将零件存放在干燥处,远离腐蚀性烟雾。
F. Method No. 203F: Cleaning Corroded Aluminum
方法No. 203F:清洁腐蚀的铝件
Clean corroded aluminum parts as follows:
按以下步骤清洁腐蚀的铝制零件:
WARNING: SOLVENT VAPORS ARE TOXIC AND FLAMMABLE. DO NOT INHALE VAPORS. OBSERVE FIRE PRECAUTIONS.
警告:溶剂蒸汽有毒且易燃。切勿吸入蒸汽。遵守防火措施。
CAUTION: CORROSION MAY BE CAUSE FOR REJECTION OR REPAIR OF A PART. REFER TO INSPECTION (SECTION III) AND/OR REPAIR (SECTION IV) WHENEVER CORROSION APPEARS TO BE BEYOND SURFACE FINISH.
注意:零件腐蚀可能导致拒绝或返修。如果腐蚀超出表面范围,请参阅检查(第三章)和/或修理(第四章)。
(1) Clean surfaces with solvent (Federal Specification P-D-680, Type I/II/III) (SECTION VII) to remove oil and grease contamination.
使用溶剂(联邦规格 P-D-680,I/II/III 类型)(第七章)清洁表面,去除油污。
WARNING: USE CORRECT PERSONAL PROTECTION. ALKALINE CLEANING SOLUTIONS ARE HAZARDOUS. AVOID INHALING FUMES OR MIST. AVOID CONTACT WITH SKIN. AFTER USE, WASH HANDS AND FACE THOROUGHLY.
警告:请采取正确的个人防护措施。碱性清洁剂具有危险性。避免吸入烟雾或雾气。避免与皮肤接触。使用后,请彻底清洗双手和面部。
(2) Immerse parts in alkaline cleaner solution (Method No. 202A) for five minutes minimum.
将零件浸入碱性清洁剂溶液(方法No.202A)中至少五分钟。
(3) Scrub part surface with stiff fiber bristled brush to remove surface contamination.
用硬纤维刷子刷洗零件表面,去除表面污染物。
NOTE: If old gaskets or sealing compounds are present, carefully lift softened gaskets with knife blade and scrape surface clean.
注:如果存在旧垫圈或密封化合物,请用刀片小心地抬起变软的垫圈,刮净表面。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请正确使用个人防护装备。压缩空气会产生松散的颗粒,可能进入您的眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
(4) Rinse parts in water at 80 to 110°F (27 to 43°C).
在 80 至 110°F (27 至 43°C) 的水中冲洗零件。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请使用正确的个人防护装备。压缩空气会产生微粒,可能进入您的眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
(5) Pressure air-dry (20 psig (137.90 kPa) maximum) to dry parts.
高压干燥气流(最大 20 psig (137.90 kPa))用于干燥零件。
WARNING: USE CORRECT PERSONAL PROTECTION. CHROMIC-NITRIC PICKLE SOLUTIONS ARE HAZARDOUS. AVOID INHALING FUMES, DUST, OR MIST. AVOID CONTACT WITH SKIN. AFTER PREPARATION, WASH HANDS AND FACE THOROUGHLY.
警告:请使用正确的个人防护装备。铬酸-硝酸酸洗液具有危险性。避免吸入烟雾、粉尘或雾气。避免与皮肤接触。处理后,彻底清洗双手和面部。
(6) Treat corroded areas with chromic-nitric pickle solution (Method No. 202C) until corrosion is removed. Repeat Steps (4) and (5) to rinse and dry parts.
用铬酸-硝酸酸洗液处理腐蚀区域(方法No.202C),直到腐蚀消失。重复步骤(4)和(5)冲洗并擦干零件。
NOTE: If parts are hard anodized and chromic-nitric pickle solution (Method No. 202C) is used to remove heavy corrosion, softening of the finish will result. Completely strip parts and apply new anodize finish in accordance with Repair (SECTION IV).
注:如果零件经过硬质阳极氧化处理,且使用铬酸-硝酸酸洗液(方法No. 202C)去除严重腐蚀,则会导致表面软化。请根据修理(第四章节)完全去除零件上的旧涂层,并重新进行阳极氧化处理。
WARNING: USE CORRECT PERSONAL PROTECTION. CHROMATE CONVERSION COATING SOLUTIONS ARE HAZARDOUS. AVOID INHALING FUMES, DUST, OR MIST. AVOID CONTACT WITH SKIN. AFTER PREPARATION, WASH HANDS AND FACE THOROUGHLY.
警告:请采取正确的个人防护措施。铬酸盐转化涂层溶液具有危险性。避免吸入烟雾、粉尘或雾气。避免与皮肤接触。准备完毕后,请彻底清洗双手和面部。
(7) Coat bare area with chromate conversion coating solution (Method No. 202B). Allow area to remain wet for one minute.
用铬酸盐转化涂层溶液(方法No.202B)涂覆裸露区域。保持区域湿润一分钟。
(8) Rinse parts with water 80 to 110°F (27 to 43°C).
用27至43°C的水冲洗零件。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请采取正确的个人防护措施。压缩空气会产生微粒,这些微粒可能会进入您的眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
(9) Pressure air-dry (20 psig (137.90 kPa) maximum) to remove excess water from part.
高压干燥气流(最大 20 psig (137.90 kPa))吹掉零件上的多余水分。
(10) Dry part in oven at a temperature not to exceed 160°F (71°C).
在温度不超过 160°F (71°C) 的烘箱中烘干零件。
(11) Store parts in dry place away from corrosive fumes.
将零件存放在干燥处,远离腐蚀性烟雾。
G. Method No. 203G: Cleaning Non-corroded Magnesium
方法No. 203G:清洁未腐蚀的镁
Clean non-corroded magnesium parts as follows:
按照以下步骤清洁未腐蚀的镁零件:
WARNING: SOLVENT VAPORS ARE TOXIC AND FLAMMABLE. DO NOT INHALE VAPORS. OBSERVE FIRE PRECAUTIONS.
警告:溶剂蒸汽有毒且易燃。切勿吸入蒸汽。遵守防火措施。
(1) Clean surfaces with solvent (Federal Specification P-D-680, Type I/II/III) (SECTION VII) to remove oil and grease contamination.
用溶剂(联邦规格 P-D-680,I/II/III 类型)(SECTION VII)清洁表面,去除油污。
WARNING: USE CORRECT PERSONAL PROTECTION. ALKALINE CLEANING SOLUTIONS ARE HAZARDOUS. AVOID INHALING FUMES OR MIST. AVOID CONTACT WITH SKIN. AFTER USE, WASH HANDS AND FACE THOROUGHLY.
警告:请采取正确的个人防护措施。碱性清洁溶液具有危险性。避免吸入烟雾或水雾。避免与皮肤接触。使用后,请彻底清洗双手和面部。
(2) Immerse parts in alkaline cleaner solution (Method No. 202A).
将零件浸入碱性清洁剂溶液中(方法No.202A)。
NOTE: Allow parts to soak for five to ten minutes if flange surfaces have gaskets or sealing compounds stuck to them.
注:如果法兰表面有垫圈或密封胶粘附,则让零件浸泡5到10分钟。
(3) Brush part surfaces with soft plastic fiber bristled brush to remove surface contamination.
用柔软的塑料纤维刷子刷零件表面,去除表面污染物。
NOTE: If old gaskets or sealing compounds are present, carefully lift softened gaskets with knife blade and scrape surface clean.
注:如果存在旧的垫圈或密封胶,请用刀片小心地抬起变软的垫圈,刮净表面。
(4) Rinse parts in warm tap water at 80 to 110°F (27 to 43°C).
用27至43°C的温水冲洗零件。
CAUTION: WHEN PREPARING MAGNESIUM TOUCH-UP SOLUTION USE EXTREME CAUTION TO PREVENT CONTACT WITH SKIN. IF POWDER OR MIXED SOLUTION COMES IN CONTACT WITH SKIN, FLUSH OFF IMMEDIATELY WITH WATER. DO NOT INHALE DUST FROM POWDERS OR VAPORS FROM THE SOLUTION.
注意:在准备镁修补液时,请格外小心,防止与皮肤接触。如果粉末或混合溶液接触到皮肤,请立即用水冲洗。不要吸入粉末或溶液蒸汽中的粉尘。
(5) Brush magnesium touch-up solution (Method No. 202F) onto bare metal areas. Keep surface wet for one to two minutes.
将镁修补溶液(方法No.202F)刷涂在裸露的金属区域。保持表面湿润一到两分钟。
(6) Rinse in clean tap water at 50 to 90°F (10 to 32°C).
用50至90°F(10至32°C)的清洁自来水冲洗。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请采取正确的个人防护措施。压缩空气会产生微粒,可能进入眼睛。压缩气流会造成割伤,请勿对准皮肤。
(7) Pressure air-dry (20 psig (137.90 kPa) maximum) to remove excess water from part.
高压气流干燥(最大 20 psig (137.90 kPa))以去除零件上的多余水分。
(8) Dry parts in oven at 250°F (121°C) for two hours.
在 250°F (121°C) 的烘箱中干燥零件两小时。
H. Method No. 203H: Cleaning Corroded Magnesium
方法No. 203H:清洁腐蚀的镁
CAUTION: CORROSION MAY BE CAUSE FOR REJECTION OR REPAIR OF A PART. REFER TO INSPECTION (SECTION III) AND/OR REPAIR (SECTION IV) WHENEVER CORROSION APPEARS TO BE BEYOND SURFACE FINISH.
注意:零件腐蚀可能导致拒绝或返修。如果零件表面腐蚀严重,请参阅检查(第三章)和/或修理(第四章节)。
Clean corroded magnesium parts as follows:
请按以下步骤清洁腐蚀的镁零件:
WARNING: SOLVENT VAPORS ARE TOXIC AND FLAMMABLE. DO NOT INHALE VAPORS. OBSERVE FIRE PRECAUTIONS.
警告:溶剂蒸汽有毒且易燃。切勿吸入蒸汽。遵守防火措施。
(1) Clean surface with solvent (Federal Specification P-D-680, Type I/II/III) (SECTION VII) to remove oil and grease contamination.
使用溶剂(联邦规格 P-D-680,I/II/III 类型)(SECTION VII)清洁表面,去除油污。
WARNING: USE CORRECT PERSONAL PROTECTION. ALKALINE CLEANING SOLUTIONS ARE HAZARDOUS. AVOID INHALING FUMES OR MIST. AVOID CONTACT WITH SKIN. AFTER USE, WASH HANDS AND FACE THOROUGHLY.
警告:请正确使用个人防护装备。碱性清洁溶液具有危险性。避免吸入烟雾或雾气。避免与皮肤接触。使用后,请彻底清洗双手和面部。
(2) Immerse parts in alkaline cleaner solution (Method No. 202A) for 10 to 15 minutes.
将零件浸入碱性清洁剂溶液(方法No.202A)中10至15分钟。
(3) Scrub surfaces with a stiff fiber bristled brush to remove any loose contaminants.
用硬质纤维刷子刷洗表面,去除任何松散的污染物。
NOTE: If old gaskets or sealing compounds are stuck to flange areas, carefully lift softened materials with a knife blade and scrape surface clean.
注:如果法兰区域粘有旧垫圈或密封化合物,请用刀片小心地刮起软化材料,刮净表面。
(4) Rinse parts in water at 80 to 110°F (27 to 43°C).
在 80 至 110°F (27 至 43°C) 的水中冲洗零件。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请采取正确的个人防护措施。压缩空气会导致微粒进入眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
CAUTION: ALL TRACES OF MOISTURE SHALL BE REMOVED IMMEDIATELY TO PREVENT CORROSION.
注意:应立即清除所有湿气,防止腐蚀。
(5) Pressure air-dry (20 psig (137.90 kPa) maximum) to remove excess water from part.
高压干燥空气(最大 20 psig (137.90 kPa))吹除零件上的多余水分。
(6) Place in an oven at 250°F (121°C) for two hours to complete drying.
放入 121°C (250°F) 的烤箱中烘烤两小时,完成干燥。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请正确使用个人防护装备。压缩空气会产生松散颗粒,可能进入眼睛。压缩气流可能会造成割伤,请勿对准皮肤。
CAUTION: REGULATE AIR PRESSURE TO KEEP EROSION OF BASE METAL TO A MINIMUM. KEEP NOZZLE IN MOTION TO PREVENT BLAST FROM DWELLING ON ONE SPOT.
注意:调节气压,将基材金属的腐蚀程度降至最低。保持喷嘴运动,防止喷砂停留在一个点上。
(7) Glass bead peen corroded areas to remove corrosion.
玻璃珠喷丸处理腐蚀区域,以去除腐蚀。
NOTE: Glass bead peening or abrasive blasting shall not be used until fluorescent penetrant (SECTION III) inspection has been performed. If glass bead peening equipment is not available, abrasive blasting at 15 to 30 psig (103.4 to 206.8 kPa) may be used to remove corrosion. Mask any surface that could be damaged by abrasive blasting. If paint is loose or blistered following cleaning, refer to Repair (SECTION IV) for treating and repainting.
注:在执行荧光渗透剂(第三章节)检查之前,不得使用玻璃珠喷丸或喷砂处理。如果没有玻璃珠喷丸设备,可使用 15 至 30 psig(103.4 至 206.8 kPa)的喷砂处理去除腐蚀。对可能因喷砂处理而受损的表面进行遮盖。如果清洗后油漆松动或起泡,请参阅维修(第四章节)中的处理和重新喷漆方法。
CAUTION: ALL TRACES OF MOISTURE SHALL BE REMOVED IMMEDIATELY TO PREVENT CORROSION.
注意:应立即清除所有湿气痕迹,防止腐蚀。
(8) Rinse surface free of glass beads (Screen No. 100-230 (130 Grit) Class IV, Size AF or AG) (SECTION VII).
冲洗表面,去除玻璃珠(Screen No. 100-230 (130 Grit) Class IV, Size AF or AG)(SECTION VII)。
(9) Dry part in oven at 250°F (121°C) for two hours or proceed immediately with Step (10).
在 250°F (121°C) 的烤箱中烘干零件两小时,或立即进行步骤 (10)。
CAUTION: WHEN PREPARING MAGNESIUM TOUCH-UP SOLUTION USE EXTREME CAUTION TO PREVENT CONTACT WITH SKIN. IF POWDER OR MIXED SOLUTION COMES IN CONTACT WITH SKIN, FLUSH OFF IMMEDIATELY WITH WATER. DO NOT INHALE DUST FROM POWDERS OR VAPORS FROM THE SOLUTION.
注意:在准备镁修补溶液时,请格外小心,防止溶液接触皮肤。如果粉末或混合溶液接触皮肤,请立即用水冲洗。不要吸入粉末粉尘或溶液蒸汽。
(10) Immerse parts in magnesium touch-up solution (Method No. 202F) for 15 to 45 seconds.
将零件浸入镁修补溶液(方法No.202F)中15至45秒。
CAUTION: ALL TRACES OF MOISTURE SHALL BE REMOVED IMMEDIATELY TO PREVENT CORROSION.
注意:应立即清除所有水分,防止腐蚀。
(11) Rinse in clean tap water at 50 to 90F (10 to 32C).
用50至90°F(10至32°C)的干净自来水冲洗。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请正确使用个人防护装备。压缩空气会导致颗粒物进入眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
(12) Pressure air-dry (20 psig (137.90 kPa) maximum) to remove excess water.
高压干燥气流(最大 20 psig (137.90 kPa))吹除多余的水分。
(13) Dry part in oven at 250°F (121°C) for two hours.
在 250°F (121°C) 的烘箱中干燥零件两小时。
I. Method No. 203J: Cleaning Plain Steel and Stainless Steel
方法No. 203J:清洁普通钢和不锈钢
Clean plain steel and stainless steel parts as follows:
按以下步骤清洁普通钢和不锈钢零件:
WARNING: SOLVENT VAPORS ARE TOXIC AND FLAMMABLE. DO NOT INHALE VAPORS. OBSERVE FIRE PRECAUTIONS.
警告:溶剂蒸汽有毒且易燃。切勿吸入蒸汽。遵守防火措施。
(1) Clean surfaces with solvent (Federal Specification P-D-680, Type I/II/III) (SECTION VII) to remove oil and grease contamination.
使用溶剂(联邦规格 P-D-680,I/II/III 类型)(SECTION VII)清洁表面,去除油污。
NOTE: It is not necessary to remove heat discoloration.
注:无需去除热变色。
CAUTION: EXTREME DAMAGE CAN OCCUR TO NON-STEEL PARTS IF CLEANED WITH RUST STRIPPER SOLUTION.
小心:如果使用除锈剂清洗,非钢制零件可能会严重受损。
(2) Immerse parts in rust stripper solution (Method No. 202E) for 10 to 20 minutes.
将零件浸入除锈剂溶液(方法No.202E)中10至20分钟。
NOTE: The solution will remove rust, loosen scale, dissolve varnish deposits, and soften organic compounds.
注:该溶液可去除锈迹、松动氧化皮、溶解漆膜沉积物并软化有机化合物。
WARNING: USE CORRECT PERSONAL PROTECTION. THIS CHEMICAL SOLUTION CAN CAUSE SKIN, EYE AND LUNG DAMAGE. THE DANGER AND PRECAUTIONS FOR EACH CHEMICAL IS DIFFERENT.
警告:请采取正确的个人防护措施。这种化学溶液可能会对皮肤、眼睛和肺部造成伤害。每种化学品的危险性和预防措施各不相同。
CAUTION: DO NOT DAMAGE HIGHLY FINISHED SURFACES. USE ONLY STIFF PLASTIC FIBER BRISTLED BRUSH ON HIGHLY FINISHED SURFACES.
注意:请勿损坏高度抛光的表面。在高度抛光的表面上只能使用硬质塑料纤维刷。
(3) After soaking in rust stripper solution, remove parts, rinse, and scrub surfaces with stiff plastic fiber bristled brush, or glass bead peen to remove carbon and scale.
在用除锈剂浸泡后,取出零件,冲洗干净,用硬质塑料纤维刷或玻璃珠刷擦洗表面,去除碳和氧化皮。
NOTE: Do not glass bead peen parts until fluorescent penetrant (SECTION III) or magnetic particle (SECTION III) inspection has been performed.
注:在用荧光渗透剂(第三章节)或磁粉(第三章节)检查之前,不要对零件进行玻璃珠刷处理。
(4) Rinse thoroughly in clean tap water at 80 to 110°F (27 to 43°C).
在 80 至 110°F (27 至 43°C) 的温度下用干净的自来水彻底冲洗。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请正确使用个人防护装备。压缩空气会导致松散的颗粒进入您的眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
(5) Pressure air-dry (20 psig (137.90 kPa) maximum) parts until free of moisture.
用压力空气吹干(最大20 psig(137.90 kPa))零件,直到没有水分。
(6) Preserve steel parts after cleaning by placing them in a clean container.
清洁后,将钢制零件放入干净的容器中保存。
NOTE: Storage preparation requirements depend on the alloy content and how long it will be before inspection (if required) of the part will be completed.
注:储存准备要求取决于合金含量以及零件检查(如果需要)完成前的时间。
(a) Low alloy steel parts that will be subjected to magnetic particle inspection (SECTION VII) within eight hours may be left dry until inspected.
将在八小时内接受磁粉探伤(SECTION VII)的低合金钢零件可在检查前保持干燥。
(b) Low alloy steel parts that will be subjected to magnetic particle inspection (SECTION VII), but will be held longer than eight hours prior to inspection, shall be coated with corrosion-preventive compound (MIL-C-16173, Grade 3) (SECTION VII).
将在八小时后接受磁粉探伤(SECTION VII)的低合金钢零件应涂上防腐蚀化合物(MIL-C-16173,3级)(SECTION VII)。
(c) Low alloy steel parts not subject to inspection, and those that have completed inspection, shall be placed in a solution of corrosion-preventive compound (MIL-C- 6529, Type III) (SECTION VII) for three to five minutes. Place treated parts in clean container and store away from moisture and corrosive fumes.
无需检查的低合金钢零件和已完成检查的零件应浸入防腐蚀化合物(MIL-C-6529,类型III)(SECTION VII)溶液中三至五分钟。将处理过的零件放入干净的容器中,并远离潮湿和腐蚀性烟雾存放。
(d) Stainless steel and heat resistant alloy parts shall be kept dry and boxed for protection from physical damage.
不锈钢和耐热合金零件应保持干燥并装箱,以防物理损坏。
(e) Stainless steel of the 400 Series shall be placed in a solution of corrosion-preventive compound (MIL-C-6529, Type III) (SECTION VII) for three to five minutes.
400系列不锈钢应放在防腐蚀化合物(MIL-C-6529,类型III)(SECTION VII)溶液中放置三到五分钟。
J. Method No. 203K: Cleaning Titanium
方法No.203K:清洁钛
Clean titanium parts as follows:
清洁钛零件的方法如下:
WARNING: SOLVENT VAPORS ARE TOXIC AND FLAMMABLE. DO NOT INHALE VAPORS. OBSERVE FIRE PRECAUTIONS.
警告:溶剂蒸汽有毒且易燃。切勿吸入蒸汽。遵守防火措施。
CAUTION: DO NOT USE 1,1,1-TRICHLOROETHANE (MIL-T-81533) (SECTION VII) TO CLEAN TITANIUM PARTS. HIGH TEMPERATURE OPERATION OF TITANIUM PARTS AFTER CONTACT WITH CHLORINATED CHEMICALS CAN CAUSE PART FAILURE DUE TO CRACKS.
注意:请勿使用1,1,1-三氯乙烷(MIL-T-81533)(SECTION VII)清洁钛零件。钛零件与含氯化学品接触后,在高温操作下可能会因开裂而发生故障。
(1) Clean surfaces with solvent (Federal Specification P-D-680, Type I/II/III) (SECTION VII) to remove oil and grease contamination.
使用溶剂(联邦规格 P-D-680,类型 I/II/III)(SECTION VII)清洁表面,去除油污。
WARNING: USE CORRECT PERSONAL PROTECTION. ALKALINE CLEANING SOLUTIONS ARE HAZARDOUS. AVOID INHALING FUMES OR MIST. AVOID CONTACT WITH SKIN. AFTER USE, WASH HANDS AND FACE THOROUGHLY.
警告:请采取正确的个人防护措施。碱性清洁溶液具有危险性。避免吸入烟雾或水雾。避免与皮肤接触。使用后,请彻底清洗双手和面部。
(2) Immerse parts in alkaline cleaner solution (Method No. 202A) at temperature of 160 to 180°F (71 to 82°C) for three to five minutes minimum.
将零件浸入温度为160至180°F(71至82°C)的碱性清洁剂溶液(方法No.202A)中至少三至五分钟。
(3) Scrub part surface with a stiff plastic fiber bristled brush to remove surface contamination.
用硬塑料纤维刷子刷洗零件表面,去除表面污染物。
NOTE: If old gaskets or sealing compounds are present, carefully lift softened gaskets with a knife blade and scrape surface clean.
注:如果存在旧垫圈或密封胶,请用刀片小心地抬起变软的垫圈,刮净表面。
(4) Rinse parts in water at 80 to 110°F (27 to 43°C).
在80至110°F(27至43°C)的水中冲洗零件。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请采取正确的个人防护措施。压缩空气会产生微粒,这些微粒可能会进入您的眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
(5) Pressure air-dry (20 psig (137.90 kPa) maximum) to remove excess water from part.
高压干燥气流(最大 20 psig (137.90 kPa))吹除零件上的多余水分。
(6) Dry in oven at 160 to 250°F (71 to 121°C) for one hour.
在 160 至 250°F (71 至 121°C) 的烘箱中干燥一小时。
(7) Store parts in dry place.
将零件存放在干燥处。
K. Method No. 203L: Cleaning Electrical Components
方法No. 203L:清洁电子元件
Clean electrical component parts as follows:
按照以下步骤清洁电子元件零件:
WARNING: SOLVENT VAPORS ARE TOXIC AND FLAMMABLE. DO NOT INHALE VAPORS. OBSERVE FIRE PRECAUTIONS.
警告:溶剂蒸汽有毒且易燃。切勿吸入蒸汽。遵守防火措施。
(1) Wipe with clean, lint-free cloth dipped in methyl-ethyl-ketone (MEK) (ASTM D470) (SECTION VII) or solvent (Federal Specification P-D-680, Type I/II/III) (SECTION VII).
用蘸有甲基乙基酮(MEK)(ASTM D470)(SECTION VII)或溶剂(联邦规格 P-D-680,I/II/III 类型)(SECTION VII)的干净无绒布擦拭。
(2) Clean electrical connectors using degreaser and cleaner (MS-941/CO2) (SECTION VII) and remove oily type soil with cotton swab dipped in aqueous cleaner/degreaser solution (SECTION VII).
使用脱脂剂和清洁剂(MS-941/CO2)(SECTION VII)清洁电气连接器,使用蘸有水基清洁剂/脱脂剂溶液的棉签清除油性污垢(SECTION VII)。
L. Method No. 203M: Cleaning Fittings and Plumbing
方法No. 203M:清洁配件和管道
Clean fittings and plumbing as follows:
按照以下方法清洁配件和管道:
WARNING: SOLVENT VAPORS ARE TOXIC AND FLAMMABLE. DO NOT INHALE VAPORS. OBSERVE FIRE PRECAUTIONS.
警告:溶剂蒸汽有毒且易燃。切勿吸入蒸汽。遵守防火措施。
(1) Spray tubes and fittings externally and internally with solvent (Federal Specification P-D-680, Type I/II/III) (SECTION VII) in an outside-ventilated spray booth.
在外部通风的喷房内,用溶剂(联邦规范 P-D-680,I/II/III 类型)(章节 VII)从外部和内部喷涂管道和配件。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请正确使用个人防护装备。压缩空气会产生微粒,可能进入眼睛。压缩气流可能会造成割伤,请勿对准皮肤。
(2) Pressure air-dry (20 psig (137.90 kPa) maximum) to dry parts.
压力风干(最大 20 psig (137.90 kPa))以干燥零件。
(3) Insert protective plugs and caps in each end of plumbing and fittings.
在管道和配件的两端插入保护塞子和盖子。
M. Method No. 203N: Cleaning Electronic Components
方法No. 203N:电子元件的清洁
Clean electronic components as follows:
电子元件的清洁方法如下:
NOTE: Do not use ultrasonic or vapor degreasing on electronic components. Avoid excessive use of solvent. In all cleaning, a final drying of components with compressed air is recommended. Do not clean for the sake of appearance only. Clean only as required to facilitate function and/or inspection.
注:请勿对电子元件使用超声波或蒸汽除油。避免过度使用溶剂。在所有清洁过程中,建议使用压缩空气对元件进行最终干燥。请勿仅出于外观目的进行清洁。仅根据需要清洁,以方便功能和/或检查。
(1) Clean “mechanical” surfaces such as chassis, housings, etc, with abrasive paper (Federal Specification P-P-101) (SECTION VII), or abrasive cloth (Federal Specification P-C-451) (SECTION VII), followed by a final cleaning with a lint-free cloth dipped in isopropyl alcohol (Federal Specification TT-I-735) (SECTION VII) and compressed air.
使用砂纸(联邦规格 P-P-101)(SECTION VII)或砂布(联邦规格 P-C-451)(SECTION VII)清洁“机械”表面,如底盘、外壳等,然后用蘸有异丙醇的无绒布(联邦规格 TT-I-735)(SECTION VII)和压缩空气进行最后清洁。
(2) Clean printed circuit boards using an eraser (Pink Pearl No. 101) (SECTION VII) with extremely light pressure. Use eraser dry, then finish off with a lint-free cloth dampened with isopropyl alcohol (Federal Specification TT-I-735) (SECTION VII).
使用橡皮(Pink Pearl No. 101)(SECTION VII)轻轻擦拭印刷电路板。擦净后,用蘸有异丙醇(联邦规范TT-I-735)(SECTION VII)的无绒布擦拭。
(3) Clean connector pins/sockets with a fiber bristled brush dipped in isopropyl alcohol (Federal Specification TT-I-735) (SECTION VII).
用蘸有异丙醇(联邦规格 TT-I-735)(SECTION VII)的纤维硬毛刷清洁连接器销子/插座。
(4) Clean temperature sensors and exposed wire elements as follows:
按以下方法清洁温度传感器和裸露的电线元件:
(a) Sealed-probe type
密封探头类型
Use 120 or finer grit abrasive paper (Federal Specification P-P-101) (SECTION VII) or abrasive cloth (Federal Specification P-C-451) (SECTION VII).
使用120目或更细的砂纸(联邦规格P-P-101)(SECTION VII)或砂布(联邦规格P-C-451)(SECTION VII)。
NOTE: Avoid reducing wall thickness.
注:避免减少壁厚。
(b) Exposed glass-encapsulated bead type
玻璃包裹的裸露玻璃珠类型
Use a stiff fiber bristled brush dipped in fluorinated solvent, trichlorotrifluorethane (MS-941/CO2) (SECTION VII).
使用蘸有氟化溶剂三氯三氟乙烷(MS-941/CO2)的硬纤维刷(SECTION VII)。
(c) Exposed wire
裸露的金属丝
Use a stiff fiber bristled brush dipped in solvent, isopropyl alcohol (Federal Specification TT-1-735) (SECTION VII).
使用蘸有溶剂异丙醇(联邦规格 TT-1-735)的硬纤维刷(SECTION VII)。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请采取正确的个人防护措施。压缩空气会导致颗粒物进入眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
(5) Clean the interior of electronic components cabinets using compressed air. Avoid the use of solvents, if possible.
使用压缩空气清洁电子元件柜的内部。尽可能避免使用溶剂。
N. Method No. 203P: Cleaning Bearings
方法No. 203P:清洁轴承
CAUTION: USE EXTREME CARE WHEN HANDLING BEARINGS OR BEARING COMPONENTS. DO NOT USE WIRE BRUSH OR ABRASIVES TO CLEAN BEARINGS. COMPONENTS OF EACH BEARING ARE A MATCHED SET. USE EXTREME CARE NOT TO MIX BEARING COMPONENTS. MATCHED SETS MUST BE MAINTAINED. MATCHED SETS MUST BE MAINTAINED DURING CLEANING. DO NOT STACK BEARINGS IN CLEANING BASKET. TO CLEAN SEALED BEARINGS, REMOVE CLOSURES (SHIELDS, SEALS) AND LUBRICANT. DO NOT CLEAN SEALED BEARINGS WITH CLOSURES INSTALLED.
注意:处理轴承或轴承组件时务必格外小心。请勿使用钢丝刷或研磨剂清洁轴承。每个轴承的组件都是配套的。请格外小心,不要混淆轴承组件。配套组件必须保持完好。在清洁过程中,必须保持配合的完整性。请勿将轴承堆放在清洁篮中。要清洁密封轴承,请拆下密封件(护罩、密封件)和润滑油。请勿在安装密封件的情况下清洁密封轴承。
Clean separable and non-separable bearings as follows:
可分离轴承和不可分离轴承的清洁方法如下:
(1) Place bearings in wire dip basket one-layer deep. Minimize conditions where air may be entrapped or solvent circulation restricted.
将轴承一层层地放入浸渍篮中。尽量减少空气滞留或溶剂循环受限的情况。
WARNING: SOLVENT VAPORS ARE TOXIC AND FLAMMABLE. DO NOT INHALE VAPORS. OBSERVE FIRE PRECAUTIONS AND MANUFACTURERS INSTRUCTIONS.
警告:溶剂蒸汽有毒且易燃。切勿吸入蒸汽。遵守防火措施和制造商的说明。
CAUTION: USE CORRECT PERSONAL PROTECTION. CLEANING SOLUTIONS ARE HAZARDOUS. AVOID INHALING FUMES OR MIST. AVOID CONTACT WITH SKIN. AFTER USE, WASH HANDS AND FACE THOROUGHLY.
注意:请采取正确的个人防护措施。清洗液具有危险性。避免吸入烟雾或雾气。避免与皮肤接触。使用后,请彻底清洗双手和面部。
(2) Degrease bearings at room temperature for five minutes with 10 micron filtration. Degrease per Method No. 203A (petroleum solvent), 203B (vapor), or 203V (aqueous). Flush and brush as required. Use a medium fiber bristled brush as required to remove residue. After removal from solution, permit excess fluid to drain.
在室温下用10微米过滤的溶剂对轴承进行5分钟脱脂处理。按照方法No.203A(石油溶剂)、203B(蒸汽)或203V(水)进行脱脂。根据需要冲洗和刷洗。根据需要使用中等纤维硬毛刷清除残留物。从溶液中取出后,让多余的液体流出。
(3) If bearings are visually clean and free of contaminants, repeat Step (2) with 3 micron filtration.
如果轴承表面看起来干净且没有污染物,请重复步骤(2),使用3微米过滤。
(4) If bearings are not visually clean and free of contaminants, degrease per Method No. 203B (vapor) or 203V (aqueous) in ultrasonic cleaner with degreaser heated 140 to 180°F (60 to 82°C) and filtered to 3 microns. Do not exceed 10 minutes in ultrasonic cleaner.
如果轴承表面不干净且存在污染物,则使用加热至 140 至 180°F (60 至 82°C) 并过滤至 3 微米的脱脂剂,按照方法No. 203B(蒸汽)或 203V(水)在超声波清洗机中脱脂。在超声波清洗机中停留时间不得超过 10 分钟。
WARNING: USE CORRECT PERSONAL PROTECTION. RUST STRIPPER SOLUTIONS ARE HAZARDOUS. AVOID FUMES, DUST OR MIST. AVOID CONTACT WITH SKIN. AFTER PREPARATION, WASH HANDS AND FACE THOROUGHLY. CAUTION: DO NOT USE RUST STRIPPER ON ALUMINUM. SOME OLDER BEARINGS HAVE ALUMINUM SEPARATORS.
警告:请采取正确的个人防护措施。除锈剂溶液具有危险性。避免吸入烟雾、粉尘或雾气。避免与皮肤接触。准备工作完成后,请彻底清洗双手和面部。注意:请勿在铝材上使用除锈剂。一些较旧的轴承带有铝质隔离器。
(5) If carbon or varnish remains, place bearings in wire dip basket one layer deep and immerse parts in clean heated rust stripper (Method No. 202E) for not more than 10 minutes. Use a medium fiber bristled brush as required to remove residue. After removal from solution, permit excess fluid to drain into stripper tank.
如果仍有积碳或漆膜残留,将轴承一层一层地放入浸线篮中,然后将零件浸入加热的清洁除锈剂(方法No.202E)中,时间不超过10分钟。根据需要使用中等纤维硬毛刷清除残留物。从溶液中取出后,让多余的液体排入除锈剂槽中。
WARNING: USE CORRECT PERSONAL PROTECTION. ALKALINE CLEANING SOLUTIONS ARE HAZARDOUS. AVOID FUMES, DUST, OR MIST. AVOID CONTACT WITH SKIN. AFTER USE, WASH HANDS AND FACE THOROUGHLY.
警告:请采取正确的个人防护措施。碱性清洁溶液具有危险性。避免吸入烟雾、粉尘或雾气。避免与皮肤接触。使用后,请彻底清洗双手和面部。
(6) Immerse bearing in clean heated alkaline cleaner (Method No. 202A) filtered to 10 microns. Soak for a minimum of 10 minutes. After removal from solution, permit excess fluid to drain.
将轴承浸入过滤至10微米的清洁加热碱性清洁剂(方法No.202A)中。浸泡至少10分钟。从溶液中取出后,让多余的液体流干。
(7) Flush (rinse) bearing with clean heated 140 to 180°F (60 to 82°C) deionized water filtered to 3 microns and agitated. After removal from solution, permit excess fluid to drain.
用加热到 140 至 180°F (60 至 82°C) 的干净去离子水冲洗轴承,去离子水应过滤到 3 微米并搅拌。从溶液中取出后,让多余的液体流走。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS. DO NOT POINT IT AT YOUR SKIN.
警告:请采取正确的个人防护措施。压缩空气会产生松散的颗粒,可能进入您的眼睛。压缩气流可能会造成割伤。请勿将其对准您的皮肤。
(8) Pressure air-dry (20 psig (137.90 kPa) maximum) for 15 minutes or until dry. Optional:
压力风干(最大 20 psig (137.90 kPa))15 分钟或直到干燥。可选:
Hot air or oven air heated 140°F (60°C) drying or Ardrox 3962 de-water or equivalent.
热风或烤箱空气加热至140°F(60°C)干燥,或使用Ardrox 3962脱水剂或类似产品。
CAUTION: WHEN HANDLING CLEAN, UNOILED BEARINGS; WEAR EITHER SYNTHETIC RUBBER, NYLON MESH WITH POLYESTER PALMS AND FINGERS, OR CLEAN COTTON GLOVES. DO NOT TOUCH WITH BARE HANDS.
注意:处理干净、无油的轴承时,请佩戴合成橡胶、尼龙网手套(手掌和手指部分为聚酯材质)或干净棉质手套。请勿徒手触摸。
(9) Conduct final bearing check within 24 hours, apply clean solvent (Federal Specification PD-680, Type 1) and permit to drain.
在24小时内进行最终轴承检查,使用清洁溶剂(联邦规格PD-680,类型1)并允许排干。
(10) Place bearings in protective covered container. Maintain matched sets.
将轴承放置在带保护罩的容器中。保持配合成套。
O. Method No. 203Q: Cleaning Rubber or Non-metallic Materials
方法No.203Q:清洁橡胶或非金属材料
Clean rubber or non-metallic parts as follows:
清洁橡胶或非金属零件的方法如下:
(1) Using a mild detergent and soft fiber bristled brush, scrub parts to remove contamination.
使用温和的清洁剂和软纤维刷子刷洗零件,去除污染物。
(2) Rinse parts with water at 80 to 110°F (27 to 43°C).
用 80 至 110°F (27 至 43°C) 的水冲洗零件。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请采取正确的个人防护措施。压缩空气会导致微粒进入眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
(3) Pressure air-dry (20 psig (137.90 kPa) maximum) to dry parts.
压力风干(最大 20 psig (137.90 kPa))以干燥零件。
P. Method No. 203R: Cleaning Metallic Filter Elements
方法No. 203R:清洁金属过滤元件
WARNING: CLEANING SHALL BE PERFORMED IN A CLEAN, WELL-VENTILATED ROOM. RUBBER GLOVES AND PROTECTIVE CLOTHING SHALL BE WORN. EXTINGUISHERS AND VAT OR TANK COVERS SHALL BE ON HAND IN CASE OF FIRE.
警告:应在干净、通风良好的室内进行清洁。应佩戴橡胶手套和防护服。应备有灭火器和箱盖,以防火灾。
Clean metallic filter element as follows:
清洁金属过滤元件如下:
NOTE: Metallic filter element may be cleaned, as a temporary expedient, by dipping in solvent (SHELLSOL D60) (SECTION VII), and dried with filtered, compressed air. However, the cleaning method described below shall be employed for a thorough cleaning.
注:金属过滤元件可临时浸泡在溶剂(SHELLSOL D60)(SECTION VII)中,然后用经过过滤的压缩空气吹干。然而,彻底清洁时应采用以下描述的清洁方法。
WARNING: SOLVENT VAPORS ARE TOXIC AND FLAMMABLE. DO NOT INHALE VAPORS. OBSERVE FIRE PRECAUTIONS.
警告:溶剂蒸汽有毒且易燃。切勿吸入蒸汽。遵守防火措施。
(1) Clean filter element in cold solvent (Federal Specification P-D-680, Type I/II/III) (SECTION VII).
用冷溶剂(联邦规格 P-D-680,I/II/III 类型)(SECTION VII)清洁过滤元件。
WARNING: USE CORRECT PERSONAL PROTECTION. RUST STRIPPER SOLUTIONS ARE HAZARDOUS. AVOID INHALING FUMES, DUST, OR MIST. AVOID CONTACT WITH SKIN. AFTER PREPARATION, WASH HANDS AND FACE THOROUGHLY.
警告:请采取正确的个人防护措施。除锈剂溶液具有危险性。避免吸入烟雾、粉尘或雾气。避免与皮肤接触。准备完毕后,请彻底清洗双手和面部。
(2) Soak filter element in rust stripper solution (Method No. 202E) for 30 minutes.
将过滤元件浸泡在除锈剂溶液(方法No.202E)中30分钟。
(3) Remove filter element from solution and rinse thoroughly with clean water.
从溶液中取出过滤元件,并用清水彻底冲洗。
WARNING: USE CORRECT PERSONAL PROTECTION. ELECTROCLEANER SOLUTIONS ARE HAZARDOUS. AVOID INHALING FUMES, DUST, OR MIST. AVOID CONTACT WITH SKIN. AFTER PREPARATION, WASH HANDS AND FACE THOROUGHLY.
警告:请采取正确的个人防护措施。电清洗液有危险性。避免吸入烟雾、粉尘或雾气。避免接触皮肤。准备后,请彻底清洗双手和面部。
(4) Immerse filter element in electrocleaner solution (Method No. 202G) for four to six minutes. During this period, filter element shall be made an anode for one to two minutes at a potential of four to seven volts dc.
将过滤元件浸入电解清洁剂溶液(方法No.202G)中四到六分钟。在此期间,过滤元件应作为阳极,在四到七伏直流电的电压下持续一到两分钟。
(5) Rinse filter element in cold running tap water.
用流动的冷水冲洗过滤元件。
WARNING: USE CORRECT PERSONAL PROTECTION. THIS CHEMICAL SOLUTION CAN CAUSE SKIN, EYE AND LUNG DAMAGE. THE DANGER AND PRECAUTIONS FOR EACH CHEMICAL IS DIFFERENT.
警告:请正确使用个人防护装备。这种化学溶液可能会对皮肤、眼睛和肺部造成伤害。每种化学品的危险性和预防措施各不相同。
(6) Immerse filter element in equal parts muriatic acid (35 percent HCI, Commercial Grade) (SECTION VII) and water, by volume, at room temperature for one-half to one minute.
将过滤元件浸入等量的盐酸(35%的HCI,商业级)(SECTION VII)和水中,室温下浸泡半分钟到一分钟。
(7) Rinse filter element thoroughly in cold running tap water.
用流动的冷水彻底冲洗过滤元件。
WARNING: USE CORRECT PERSONAL PROTECTION. ELECTROCLEANER SOLUTIONS ARE HAZARDOUS. AVOID INHALING FUMES, DUST, OR MIST. AVOID CONTACT WITH SKIN. AFTER PREPARATION, WASH HANDS AND FACE THOROUGHLY.
警告:请采取正确的个人防护措施。电解清洁剂有危险性。避免吸入烟雾、粉尘或雾气。避免与皮肤接触。准备完毕后,请彻底清洗双手和面部。
(8) Immerse filter element in electrocleaner solution used in Step (4) for four to six minutes.
将过滤元件浸入步骤(4)中使用的电解清洁剂溶液中四到六分钟。
(9) Rinse in cold running tap water.
用流动的冷水冲洗。
(10) Pressure flush filter element (internal and external) using clean water.
用清水对过滤元件(内部和外部)进行压力冲洗。
(11) Place filter element (open end down) in beaker and fill beaker with cleaner (Dowclene EC) (SECTION VII) to submerge filter element.
将过滤元件(开口向下)放入烧杯中,并倒入清洁剂(Dowclene EC)(SECTION VII)以浸没过滤元件。
(12) Place beaker containing filter element in ultrasonic cleaner tank and fill ultrasonic cleaner tank to within three-eighths inch of top with water.
将装有过滤元件的烧杯放入超声波清洗器槽中,并在超声波清洗器槽中注入水,水位达到距离顶部 3/8 英寸以内的位置。
(13) Operate ultrasonic cleaner for five minutes.
操作超声波清洗器五分钟。
(14) Discard contaminated cleaner in beaker (Dowclene EC) and rinse filter element and beaker with clean cleaner (Dowclene EC) (SECTION VII) using plastic squeeze bottle.
丢弃烧杯中受污染的清洁剂(Dowclene EC),用干净的清洁剂(Dowclene EC)(SECTION VII)冲洗过滤元件和烧杯,使用塑料挤压瓶。
(15) Refill beaker with clean cleaner (Dowclene EC) and operate ultrasonic cleaner for an additional five minutes.
在烧杯中重新注入干净的清洁剂(Dowclene EC),并再操作超声波清洗器五分钟。
(16) Repeat Steps (14) and (15) until cleaner (Dowclene EC) remains clean after a five minute operation period.
重复步骤 (14) 和 (15),直到清洁剂(Dowclene EC)在五分钟的运行后保持清洁。
(17) Remove the filter element from beaker and pressure flush (internal and external) using clean water.
从烧杯中取出过滤元件,并用清水进行压力冲洗(内部和外部)。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请采取正确的个人防护措施。压缩空气会导致微粒进入眼睛。压缩气流可能会造成割伤,请勿将其对准皮肤。
(18) Pressure air-dry (20 psig (137.90 kPa) maximum) filter element.
用压缩空气吹干(最大 20 psig (137.90 kPa))过滤元件。
(19) Pressure drop check cleaned filters in accordance with Inspection (SECTION III).
根据检查章(第三章节)清洁过滤器,检查压降。
(20) If cleaned filter element is not to be installed immediately, place in clean, dry container.
如果清洁后的过滤器元件不立即安装,请将其放置在干净、干燥的容器中。
Q. Method No. 203S: Cleaning Compressor Blades and Applying Anti-fretting Coating
方法No. 203S:清洁压缩机叶片并涂覆抗微动磨损涂层
Clean compressor blades and apply anti-fretting coating as follows:
清洁压缩机叶片并涂覆抗微动磨损涂层,具体如下:
WARNING: USE CORRECT PERSONAL PROTECTION. CHROMIC-ACID PICKLE SOLUTIONS ARE HAZARDOUS. AVOID INHALING FUMES, DUST, OR MIST. AVOID CONTACT WITH SKIN. AFTER PREPARATION, WASH HANDS AND FACE THOROUGHLY.
警告:请正确使用个人防护装备。铬酸酸洗液具有危险性。避免吸入烟雾、粉尘或雾气。避免接触皮肤。准备后,请彻底清洗双手和面部。
(1) Clean compressor blades for one hour in 20 percent chromic acid pickle solution (MIL-M-3171C, Type I) (SECTION VII), heated to 180 to 200°F (82 to 93°C), to remove existing anti-fretting coating from dovetail area of blades.
在20%铬酸浸酸溶液(MIL-M-3171C,类型I)(SECTION VII)中清洗压缩机叶片一小时,加热至180至200°F(82至93°C),以去除叶片燕尾槽区域现有的抗微动涂层。
(2) Repeat cleaning procedure if necessary to remove anti-fretting coating; distinguished by dark blue/black color.
如有必要,重复清洁步骤以去除抗微动涂层;抗微动涂层为深蓝色/黑色。
(3) Rinse blades in hot water, 160 to 200°F (71 to 93°C).
用热水冲洗叶片,温度为160至200°F(71至93°C)。
WARNING: USE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. COMPRESSED AIRFLOW CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请正确使用个人防护装备。压缩空气会产生微粒,可能进入眼睛。压缩气流可能会造成割伤,请勿对准皮肤。
(4) Pressure air-dry compressor blades.
用压缩空气吹干压缩机叶片。
(5) Prepare graphite varnish anti-fretting coating.
准备石墨清漆抗微动磨损涂层。
NOTE: Mix one part corrosion preventive synthetic resin varnish (AMS3132) (SECTION VII) by weight to two parts alcohol dispersion of colloidal graphite solution containing 18 to 22 percent of graphite (SECTION VII) by weight, thinned with ester thinner alcohol (AMS3170) (SECTION VII).
注:按重量比将一份防腐蚀合成树脂清漆(AMS3132)(SECTION VII)与两份含18%至22%石墨的胶态石墨醇分散液(SECTION VII)混合,并用酯类稀释剂醇(AMS3170)(SECTION VII)稀释。
(6) Apply anti-fretting coating by spraying one or more coats to obtain film thickness of approximately 0.0002 inch (0.00508 mm).
喷涂一层或多层抗微动涂层,使膜厚达到约 0.0002 英寸(0.00508 毫米)。
NOTE: Air dry blades a minimum of 10 minutes between coats.
注:在涂层之间,叶片应至少风干 10 分钟。
(7) Heat blades for one to two hours at 290 to 300°F (143 to 149°C)
在 290 至 300°F(143 至 149°C)的温度下加热叶片一至两个小时
R. Method No. 203T: Cleaning Igniter Plug
方法No. 203T:清洁点火塞
WARNING: USE THE CORRECT PERSONAL PROTECTION. ABRASIVE BLASTING WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES.
警告:请采取正确的个人防护措施。喷砂作业会产生松散颗粒,这些颗粒可能会进入您的眼睛。
(1) Use a standard sandblast cabinet and 120 grit sand (MIL-A-22262) to remove hard carbon or lead deposits and corrosion and scale by subjecting parts to abrasive blasting. Proceed as follows.
使用标准的喷砂柜和120目砂(MIL-A-22262),通过喷砂处理零件,去除硬碳或铅沉积物以及腐蚀和氧化皮。操作步骤如下。
WARNING: SOVENT IS TOXIC AND FLAMMABLE. DO NOT BREATHE THE FUMES. DO NOT PERMIT CHEMICAL TO TOUCH EYES OR SKIN. DO NOT USE NEAR OPEN FLAMES OR HIGH TEMPERATURES.
警告:SOVENT有毒且易燃。切勿吸入烟雾。切勿让化学品接触眼睛或皮肤。切勿在明火或高温附近使用。
(a) Clean parts with solvent (MIL-PRF-680) spray in an outside ventilated spray booth to remove oil and grease contamination.
在外部通风喷房内用溶剂(MIL-PRF-680)喷洗零件,去除油污。
WARNING: USE THE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. THE AIRFLOW CAN CAUSE CUTS. DO NOT POINT IT AT YOUR SKIN. SOVENT IS TOXIC AND FLAMMABLE. DO NOT BREATHE THE FUMES. DO NOT PERMIT CHEMICAL TO TOUCH EYES OR SKIN. DO NOT USE NEAR OPEN FLAMES OR HIGH TEMPERATURES.
警告:请使用正确的个人防护装备。压缩空气会产生松散的颗粒,可能进入您的眼睛。气流可能会造成割伤。不要将其对准皮肤。SOVENT有毒且易燃。不要吸入烟雾。不要让化学物质接触眼睛或皮肤。不要在明火或高温附近使用。
(b) Air-dry igniter plug with dry, filtered, compressed air.
用干燥、过滤的压缩空气吹干点火塞。
(c) Mask any surfaces that are subject to damage by blast cleaning
遮盖任何可能因喷砂清理而受损的表面
WARNING: USE THE CORRECT PERSONAL PROTECTION. ABRASIVE BLASTING WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES.
警告:请使用正确的个人防护装备。喷砂清理会产生松散的颗粒,这些颗粒可能会进入您的眼睛。
CAUTION: KEEP NOZZLE IN MOTION TO PREVENT BLAST FROM DWELLING ON ONE SPOT, AS DAMAGE TO PART WILL RESULT.
注意:保持喷嘴运动,防止喷砂停留在一个点上,否则会导致零件损坏。
(d) Set blasting equipment air pressure at 15 to 30 psig (103 to 207 kPa), then subject parts to sandblast.
将喷砂设备的气压设置为15至30 psig(103至207 kPa),然后对零件进行喷砂处理。
(e) Reduce air pressure as required to control action on the base metal.
根据需要对气压进行调节,以控制对基础金属的作用。
S. Method No. 203U: Removing Aluminum Particles From Titanium Parts
方法No. 203U:清除钛零件上的铝颗粒
Remove aluminum particles from titanium parts as follows:
按照以下步骤清除钛零件上的铝颗粒:
WARNING: USE THE CORRECT PERSONAL PROTECTION. THIS CHEMICAL SOLUTION CAN CAUSE SKIN, EYE AND LUNG DAMAGE. THE DANGER AND PRECAUTIONS FOR EACH CHEMICAL IS DIFFERENT.
警告:请采取正确的个人防护措施。这种化学溶液可能会对皮肤、眼睛和肺部造成伤害。每种化学品的危险性和预防措施各不相同。
(1) Remove aluminum particles from the part by soaking in sodium hydroxide solution (Method No. 202H). Soak until all aluminum particles are removed. If necessary, use a nylon brush to remove particles.
将零件浸泡在氢氧化钠溶液中,以去除铝颗粒(方法No.202H)。浸泡直至所有铝颗粒被去除。如有必要,可使用尼龙刷去除颗粒。
(2) Rinse parts in water at 80 to 110°F (27 to 43°C).
在80至110°F(27至43°C)的水中冲洗零件。
WARNING: USE THE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. THE AIRFLOW CAN CAUSE CUTS. DO NOT POINT IT AT YOUR SKIN.
警告:请使用正确的个人防护装备。压缩空气会导致松散的颗粒进入眼睛。气流可能会造成割伤。不要将其对准皮肤。
(3) Pressure air-dry (20 psig (137.90 kPa) maximum) to remove excess water from part.
高压风干(最大 20 psig (137.90 kPa))以去除零件上的多余水分。
(4) Dry in oven at 160 to 250°F (71 to 121°C) for one hour.
在 160 至 250°F (71 至 121°C) 的烘箱中干燥一小时。
(5) Store parts in dry place.
将零件存放在干燥的地方。
T. Method No. 203V: Aqueous Cleaning
方法No. 203V:水基清洗
(1) Remove Grease From Parts With Aqueous Cleaning.
用水基清洗剂去除零件上的油脂。
WARNING: USE THE CORRECT PERSONAL PROTECTION. THIS CHEMICAL OR SOLUTION CAN CAUSE SKIN, EYE, AND LUNG DAMAGE. THE DANGER AND PRECAUTIONS FOR EACH CHEMICAL IS DIFFERENT.
警告:请使用正确的个人防护装备。这种化学品或溶液可能会对皮肤、眼睛和肺部造成伤害。每种化学品的危险性和预防措施各不相同。
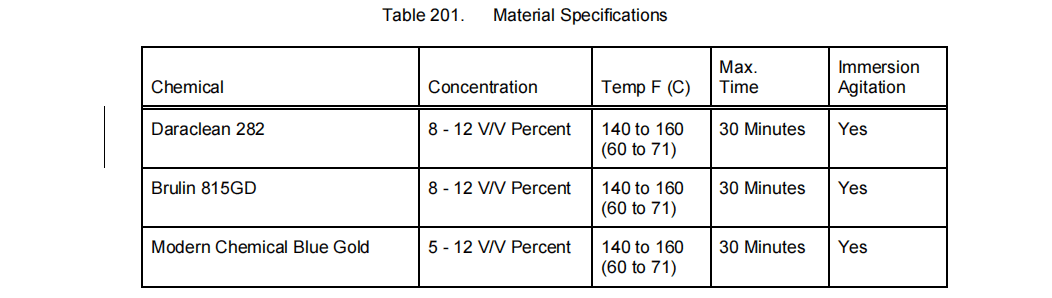
(a) Put the part in a rack and into the solution (Brulin 815GD, Daraclean 282, Turco 5948DPM or Ecomate FN) (SECTION VII) so that all surfaces are touched by the solution.
将零件放入支架并浸入溶液(Brulin 815GD、Daraclean 282、Turco 5948DPM 或 Ecomate FN)(SECTION VII),使所有表面都接触到溶液。
NOTE: The maximum cleaning time is 30 minutes.
注:最长清洁时间为 30 分钟。
(b) Keep the part in the solution for 10 to 30 minutes. Refer to Table 201 for the chemistry and temperature limits of the solutions.
将零件在溶液中浸泡 10 至 30 分钟。溶液的化学成分和温度限制请参阅表 201。
WARNING: USE THE CORRECT PERSONAL PROTECTION. THIS CHEMICAL OR SOLUTION CAN CAUSE SKIN, EYE, AND LUNG DAMAGE. THE DANGER AND PRECAUTIONS FOR EACH CHEMICAL IS DIFFERENT.
警告:请采取正确的个人防护措施。这种化学物质或溶液可能会对皮肤、眼睛和肺部造成伤害。每种化学物质的危险性和预防措施各不相同。
(c) Remove the part from the solution and let the unwanted solution drain into the tank.
从溶液中取出零件,让多余的溶液流入槽中。
(d) Flush the part with water for 10 seconds minimum.
用清水冲洗零件至少10秒。
(e) Flush the part in a double cascade rinse for 15 seconds minimum.
用双级冲洗法冲洗零件至少15秒。
(f) Flush the part with water at 140°F (60°C) for 15 seconds minimum.
用60°C的水冲洗零件至少15秒。
WARNING: USE THE CORRECT PERSONAL PROTECTION. COMPRESSED AIR WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES. THE AIRSTREAM CAN CAUSE CUTS, DO NOT POINT IT AT YOUR SKIN.
警告:请使用正确的个人防护装备。压缩空气会导致微粒进入眼睛。气流可能会造成割伤,请勿将其对准皮肤。
(g) Dry the part with compressed air. An alternate procedure for drying is included in the following step.
用压缩空气吹干零件。以下步骤中包含另一种干燥方法。
WARNING: USE THE CORRECT PERSONAL PROTECTION. HEATED PARTS WILL CAUSE BURNS.
警告:请使用正确的个人防护装备。加热的零件可能会造成烫伤。
(h) Dry the part in an oven at 160°F (71°C) maximum.
在最高温度为 160°F (71°C) 的烤箱中烘干零件。
U. Method No. 203W: Plastic Media Blasting
方法No. 203W:塑料介质喷丸
(1) The following procedure describes a mechanical method of removing coatings without harming the substrate. This method is an abrasive blasting process using a dry media of thermoset or thermoplastic plastic grit. Plastic media can be reused since it is not prone to break down and it retains its angular shape. It is necessary to clean the media before reuse.
以下步骤描述了一种在不损害基材的情况下去除涂层的机械方法。该方法是一种使用热固性或热塑性塑料砂粒的干式介质进行喷丸处理。塑料介质不易破碎且保持棱角形状,因此可以重复使用。在重复使用前必须清洁介质。
NOTE: Plastic media can leave a film that can be detected during fluorescent penetrant inspection. Remove film with ethyl alcohol (SECTION VII).
注:塑料介质可能会留下一层薄膜,在荧光渗透检测时可以检测到。用乙醇去除薄膜(SECTION VII)。
(2) Media used in plastic media blasting must be fabricated from virgin plastic (Grade A) with a particle size (U.S. Standard Sieve) and shape with sharp edges and corners. Plastic media are classified by type which specifies the hardness and material composition. Definitions of the different media types are as follows:
塑料介质喷砂所用的介质必须由原始塑料(A级)制成,其颗粒大小(美国标准筛)和形状应具有锋利的边缘和角。塑料介质按类型分类,具体说明其硬度和材料成分。不同介质类型的定义如下:
Type I: A polyester plastic with a 3.0 mohs (34 to 42 Barcol) hardness. This media is recommended for use on delicate surfaces and is the least damaging of all media types.
类型I:莫氏硬度为3.0(34至42巴氏硬度)的聚酯塑料。建议在易损表面使用这种材料,它对所有类型的材料造成的损害最小。
Type II: A urea formaldehyde based plastic with a 3.5 mohs (54 to 62 Barcol) hardness. This material may be used if the Type I material produces a less than desirable removal rate.
类型II:莫氏硬度为3.5(54至62巴氏硬度)的脲醛塑料。如果类型I材料产生的去除率低于预期,则可使用这种材料。
Type Ill: A melamine formaldehyde plastic with a 4.0 mohs (64 to 74 Barcol) hardness. Type Ill media are very aggressive and are recommended for stripping iron based substances where residual stress is not a concern.
类型Ill:莫氏硬度为4.0(64至74巴氏硬度)的三聚氰胺甲醛塑料。第三类介质具有极强的腐蚀性,建议用于剥离铁基物质,此时无需考虑残余应力。
Type IV: A phenol formaldehyde plastic with a 3.5 mohs (54 to 62 Barcol) hardness. This media is similar to Type II.
类型 IV:硬度为莫氏3.5(54至62巴氏硬度)的苯酚甲醛塑料。这种介质与第二类类似。
Type V: An acrylic plastic with a 3.5 mohs (46 to 54 Barcol) hardness. Types I through IV: are thermoset type plastics. This media is thermoplastic and tends to be softer and longer lasting.
类型 V:莫氏硬度为 3.5 (46 至 54 巴氏硬度)的丙烯酸塑料。类型 I 至 IV:均为热固性塑料。这种介质属于热塑性塑料,质地更柔软,使用寿命更长。
(a) Media Particle Size: Each type of blast media is available in a wide variety of size distributions. Blending of the different types/sizes is not permitted.
介质颗粒大小:每种类型的喷丸介质都有多种粒度分布。不允许混合使用不同类型/大小的介质。
(b) Media Material Restrictions: The media must be manufactured in accordance with the best commercial practice and supplied in accordance to the following restrictions.
介质材料限制:介质必须按照最佳商业实践制造,并符合以下限制。
1: No inorganic fillers are allowed in the media.
介质中不得含有无机填充物。
2: Media must not have or create an objectionable odor or affect the health of the personnel when used.
介质在使用时不得产生异味或影响人员健康。
3: Media must not contain more than 1 percent of chlorine.
介质中氯含量不得超过1%。
4: Media must be resistant to static electric build up. Antistatic agents are recommended.
介质必须能够抵抗静电积聚。建议使用抗静电剂。
5: Media must be free of any foreign matter detectable to the naked eye.
介质中不得含有肉眼可见的任何异物。
(c) Media Types I through V
介质类型 I 至 V
To get plastic abrasive media material refer to Section VII Table 706 Consumables.
如需了解塑料介质材料,请参阅SECTION VII表 706 耗材。
(3) Equipment Required.
所需设备。
(a) Blast Equipment: Blast equipment must be of proper type and adequately sized for the task. It must allow the operator ease of control over the intensity and targeting of the blast stream.
喷丸设备:喷丸设备必须具有适当的类型和足够大的尺寸,以完成指定任务。它必须使操作员能够轻松控制喷丸流的强度和目标。
(b) Screening: Screening or filtering equipment is essential for media maintenance. It is mandatory to screen or filter new and used media prior to remove undersize, or broken abrasive particles, corrosion debris, coating debris, metal particles or any other media contamination.
筛网:筛网或过滤设备对于介质维护至关重要。在去除尺寸过小或破碎的介质颗粒、腐蚀碎屑、涂层碎屑、金属颗粒或任何其他介质污染之前,必须对新的和使用的介质进行筛选或过滤。
WARNING: INHALING DUST PARTICLES IS HAZARDOUS. DUST PARTICLES CAN ALSO BE EXPLOSIVE. SUITABLE DUST COLLECTION AND VENTILATION SYSTEMS ARE ESSENTIAL TO PROTECT PERSONNEL FROM THESE HAZARDS.
警告:吸入粉尘颗粒是有害的。粉尘颗粒也可能具有爆炸性。适当的粉尘收集和通风系统对于保护人员免受这些危害至关重要。
(c) Dust Collection and Ventilation: Provisions must be made to collect the dust formed during blasting and provide adequate dust free ventilation to personnel. Filtering type respirators should be used.
粉尘收集和通风:必须采取措施收集喷砂过程中产生的粉尘,并为人员提供足够的无尘通风。应使用过滤式呼吸器。
(4) Process Parameter Development.
工艺参数开发。
CAUTION: NOZZLES LARGER THAN 0.375 INCH (9.52 MILLIMETERS) DIAMETER CAN PROVIDE SUCH A LARGE AMOUNT OF MEDIA THAT CAN CAUSE DAMAGE TO COMPONENTS AND ARE NOT RECOMMENDED.
注意:喷嘴直径大于 0.375 英寸(9.52 毫米)时,介质量过大,可能损坏部件,因此不推荐使用。
Test blast a small area using 30 psig (208 kPa), a 3/8 inch diameter nozzle, a 60 degree blast angle, Type I media and 12 inch standoff distance. An acceptable removal rate is typically 0.50 to 0.75 square feet (0.047 to 0.070 square meters) per minute for metal substrates (approximately 0.30 square feet (0.03 square meters) per minute for organic matrix composites). If the removal rate requires improvement, adjust the following process parameters (a) through (d), and select the best combination that will provide an acceptable removal rate while not harming the substrate or the sub coatings. Record the process parameters giving the best results.
使用30 psig(208 kPa)、直径为3/8英寸的喷嘴、60度喷射角度、I型介质和12英寸的间隔距离,对一小块区域进行测试喷射。对于金属基材,可接受的去除率通常为每分钟0.50至0.75平方英尺(0.047至0.070平方米)(对于有机基复合材料,每分钟约为0.30平方英尺(0.03平方米))。如果需要提高去除率,请调整以下工艺参数(a)至(d),并选择最佳组合,以提供可接受的去除率,同时不损害基材或底涂层。记录提供最佳结果的过程参数。
NOTE: Nozzle sizes range from 0.25 to 0.625 inch (0.635 to 15.88 millimeters) diameter and each will have their own characteristic removal rate and blast energy.
注:喷嘴直径从0.25英寸(0.635毫米)到0.625英寸(15.88毫米)不等,每种喷嘴都有各自的去除率和喷丸能量。
(a) Plastic blast media are grouped according to increasing hardness and abrasiveness. (See Step (2)) Therefore, if Type I removal rate is too slow, try Type II.
塑料喷丸介质根据硬度和磨蚀性从低到高进行分组。(见步骤(2))因此,如果I型去除率太慢,请尝试II型。
(b) Blast pressure at the nozzle directly affects the removal rate and may be varied from 25 to 45 psig (172 to 310 kPa) for pressure blast systems. Higher pressures are necessary for suction type blasters. Excessive pressure will damage the media. Pressures should be kept on the low side; in the range of 25 to 30 psig (172 to 207 kPa).
喷嘴处的喷丸压力直接影响去除率,对于压力喷丸系统,压力可在25至45 psig(172至310 kPa)之间变化。对于抽吸式喷丸机,需要更高的压力。压力过高会损坏介质。压力应保持在较低水平,在25至30 psig(172至207 kPa)之间。
NOTE: Use less pressure to avoid damaging delicate substrates.
注:使用较低的压力,以免损坏易碎基材。
CAUTION: USING HIGH SPRAY ANGLES (75 TO 90 DEGREES) WILL IMPART MORE ENERGY TO THE SUBSTRATE THAT MAY CAUSE WARPAGE OR CRACKING.
注意:使用大喷射角度(75至90度)时,基材会受到更大的能量,可能导致翘曲或开裂。
(c) Blast angle has a proportional effect on removal rate. The higher the angle, the higher the removal rate. On delicate substrates, it is advisable to use low blast angles of 45 degrees or less.
喷射角度对去除率有成比例的影响。角度越大,去除率越高。在易碎基材上,建议使用45度或更小的低喷丸角度。
(d) Standoff distance typically ranges from 6 to 24 inches (153 to 610 millimeters) and has a significant influence on removal rate. It is recommended that a range be selected and maintained as close as possible during the entire blasting operation.
喷丸距离通常为6至24英寸(153至610毫米),对去除率有重大影响。建议在整个喷丸操作期间选择并尽量保持一个距离范围。
(5) Areas to be blasted must be dry and free of moisture, grease, oil, or any loose contaminants.
待喷丸的区域必须干燥,且无水分、油脂、油或任何松散的污染物。
WARNING: AVOID PROLONGED INHALATION OF SOLVENT VAPORS. WEAR RUBBER GLOVES AND USE PROTECTIVE HAND CREAM TO PREVENT CONTACT WITH SKIN. DO NOT HEAT SOLUTION.
警告:避免长时间吸入溶剂蒸汽。请佩戴橡胶手套并使用防护霜,防止溶剂接触皮肤。请勿加热溶液。
(a) Degrease components according to the cleaning method for the component parent material listed in Section II or wipe with a clean lint free cloth (SECTION VII) using solvent (Federal Specification P-D-680, Type I/II/III) (SECTION VII).
根据第 II 章节中列出的组件母材清洁方法对组件进行除油,或使用溶剂(联邦规范 P-D-680,I/II/III 类型)(第 VII 章节)用干净的、无绒的布擦拭(第 VII 章节)。
(b) Mask or plug all internal passages to prevent blasting materials from entering.
遮盖或塞住所有内部通道,防止喷丸材料进入。
NOTE: Protect all areas adjacent to or near areas to be blasted with masking tape (SECTION VII) or equivalent.
注:用遮蔽胶带(第 VII 章)或类似材料保护所有与待喷丸区域相邻或附近的区域。
(c) Using the appropriate process parameters (refer to Step (4)), blast a small area using a circular motion until the desired removal has been achieved, then proceed to a new area. Never allow the blast stream to dwell on a single area at any time; always keep the impingement area moving. Try to work in a fluid manner maintaining continuous motion.
使用适当的工艺参数(参见步骤 (4)),以圆周运动的方式对一小块区域进行喷丸,直到达到所需的去除量,然后转到新的区域。任何时候都不要让喷丸流停留在一个区域;始终保持冲击区域移动。尽量以流畅的方式保持连续运动。
NOTE: When blasting, the blast stream must be smooth and continuous to prevent uneven erosion of coatings or damage to the substrate. Plastic media blast cleaning exposes substrates to corrosion or potential contamination from the environment. Areas should be plastic media blast cleaned as preparation for a subsequent coating operation.
注:喷丸时,喷丸流必须平稳且连续,以防止涂层不均匀腐蚀或基材受损。塑料介质喷丸清洁会使基材受到腐蚀或环境中的潜在污染。应使用塑料介质喷丸清洁区域,为后续涂层操作做准备。